Pyrolysis technology transforms difficult-to-recycle solid wastes — such as waste plastics and waste tyres — into liquid oil products. As a result, the global waste recycling industry is paying increasing attention to this approach. However, raw pyrolysis oil is not a uniform product. Instead, it is a mixed hydrocarbon liquid with a wide boiling range and complex composition. Through distillation, operators can separate it into two distinct fractions: naphtha and non-standard diesel. Understanding the differences between these two products is therefore fundamental for pyrolysis companies developing product strategies and expanding into downstream markets.

Process Origins: How Distillation Splits Pyrolysis Oil into Two Fractions
During pyrolysis, long-chain organic molecules break down and recombine, producing a three-phase output of gas, liquid, and solid. The liquid phase — pyrolysis oil — contains hydrocarbons ranging from C4 to above C30. Because of this broad carbon number distribution, pyrolysis oil naturally lends itself to fractional distillation by boiling point.
Distillation Principles and Operation
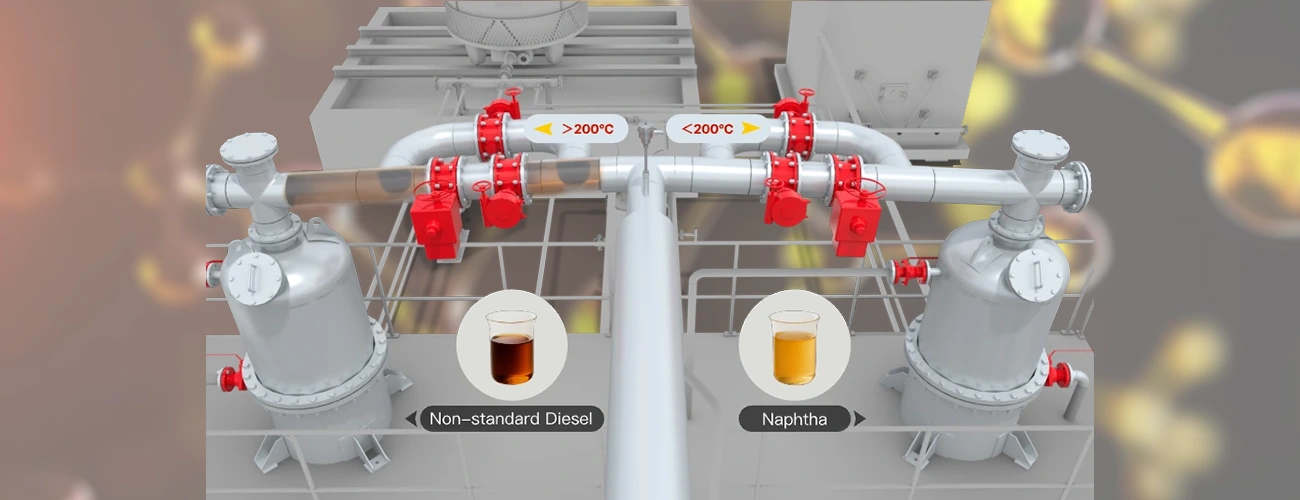
Industrial distillation works on a simple principle: hydrocarbon molecules of different carbon chain lengths boil at different temperatures. By controlling the distillation temperature, operators can therefore separate fractions by boiling range. In pyrolysis oil processing, producers typically set the cut point at 180°C–220°C, though this varies by equipment and target specification:
- Fractions collected below the cut point — carbon numbers in the C5–C10 range, boiling range approximately 30°C–200°C, light and transparent in appearance. This is the naphtha fraction.
- Fractions collected above the cut point — carbon numbers in the C10–C22 range, boiling range approximately 200°C–360°C, darker in colour. This is the non-standard diesel fraction.
Factors Affecting Yield Distribution
The output ratio between the two fractions is not fixed. Instead, several key variables influence it:
- Feedstock type: Waste tyre pyrolysis oil tends to produce a higher share of heavy fractions. By contrast, lightweight plastics such as PE film generate more light fractions.
- Pyrolysis temperature: Higher temperatures drive more complete cracking. Consequently, the share of light fractions generally increases.
- Cut point setting: A lower cut point raises naphtha yield but can reduce quality. Conversely, a higher cut point improves non-standard diesel consistency at the cost of naphtha recovery.
Core Comparison: Naphtha vs. Non-Standard Diesel
Separated from the same batch of pyrolysis oil, naphtha and non-standard diesel differ significantly in physical properties, chemical composition, end uses, and pricing logic. The table below summarises the key differences.
| Parameter | Naphtha (Light Fraction) | Non-Standard Diesel (Heavy Fraction) |
|---|---|---|
| Appearance | Light yellow to near-colourless, clear and transparent | Dark yellow to brownish, slightly turbid |
| Boiling Range | Approx. 30–200°C | Approx. 200–360°C |
| Primary Carbon Numbers | C5–C10 | C10–C22 |
| Density (20°C) | 0.65–0.75 g/cm³ | 0.82–0.87 g/cm³ |
| Flash Point | Below 28°C (Class A flammable liquid) | 55°C–80°C |
| Kinematic Viscosity (40°C) | Very low, excellent flowability | 2–8 mm²/s, close to standard diesel |
| Primary Hydrocarbon Composition | Alkanes, olefins, aromatics (high BTX content) | Primarily alkanes and cycloalkanes, lower aromatics |
| Main Uses | Petrochemical feedstock, solvent oil raw material, gasoline blending component | Industrial boiler/kiln fuel, power generation fuel, heavy machinery fuel |
| Downstream Buyers | Chemical companies, solvent oil producers, blending traders | Industrial fuel consumers, fuel distributors |
| Transport Compliance | Class A flammable liquid; strict hazardous goods transport requirements | Class C fuel; relatively lower transport compliance threshold |
| Upgrading Pathway | Hydrodesulphurisation + diolefin removal → chemical-grade naphtha | Hydrotreating + desulphurisation → on-spec diesel |
Industrial Applications of Pyrolysis Naphtha
Pyrolysis naphtha is rich in aromatics and light hydrocarbons, giving it several potential industrial applications. However, its high olefin content and complex impurity profile mean that buyers typically need either in-house refining capability or a defined tolerance for feedstock variability.

Solvent Oil and Industrial Cleaning Agents
This accessible market tolerates non-conventional feedstocks well. Rich in benzene, toluene, and xylene, this naphtha provides excellent solvency for degreasers, coatings, and ink thinners. Processors buy it directly for blending or simple distillation, grading and selling it as solvent oil.

BTX Extraction and Aromatic Chemicals
For aromatic-rich streams like waste tyre naphtha (20–40% BTX), isolation via extraction or distillation yields the highest value. These aromatics serve as precursors for styrene, resins, and dyes. However, strict quality needs and specialized equipment limit its current commercial scale.

Gasoline Blending Component
High aromatic content offers strong octane potential, making this naphtha theoretically viable for specialized fuel blending. However, strict automotive standards limit benzene, olefins, and vapour pressure. Without prior hydrotreatment, it cannot directly enter commercial road-use gasoline streams.

Hydrotreated Chemical-Grade Naphtha
Long-term, hydrotreating to remove olefins, sulphur, and nitrogen upgrades the product into chemical-grade naphtha. This premium feedstock supplies ethylene and propylene crackers, accessing high supply-chain value. However, massive capital requirements restrict this route to large-scale operations.
Industrial Applications of Non-Standard Diesel
Compared to naphtha, non-standard diesel has a narrower but more predictable range of applications, concentrated in industrial fuel markets. Its higher boiling range and relatively stable chemistry make it a workable fuel. However, elevated sulphur content shuts it out of road transport and other regulated fuel markets, confining it to industrial settings where sulphur emission requirements are less stringent.
Industrial Boilers and Kiln Fuel
This massive, stable outlet serves heavy industries like steel and paper. These sectors prioritize calorific value over strict sulphur limits, especially with desulphurisation systems. Offering comparable heat output at a discount, this diesel is highly attractive to high-volume industrial consumers.

Industrial Power Generation and Backup Power
Diesel generator sets in mining, ports, and remote areas provide another major application. These settings feature flexible fuel specifications and on-site storage. Facilities with captive power stations offer stable, long-term procurement, making them excellent direct-supply channels for pyrolysis producers.

Marine Fuel
Inland waterway vessels historically utilized this fuel under less stringent emission limits. However, as international and regional maritime regulations tighten globally, the compliant market window for unrefined diesel is narrowing. Producers targeting marine channels must closely monitor local port authority requirements.

Heavy Construction and Off-Road Machinery
Off-road machinery, including excavators and agricultural tractors, faces less rigorous fuel enforcement than on-road vehicles. Cost-conscious contractors frequently purchase this diesel to lower operating expenses. Though fragmented, this segment aggregates substantial volume, typically flowing through local intermediary traders.
Commercialization & Buyer Trust: Market Dynamics
When pyrolysis oil enters industrial markets, buyer trust—not price—is the primary barrier. Scepticism surrounding waste origins, batch consistency, and long-term reliability creates a distinct trust gap that varies across different oil fractions.
Non-Standard Diesel
- Overall acceptance: This sector shows high acceptance. Industrial fuel buyers prioritize cost and calorific value over origin if the product burns reliably.
- Primary concern: High sulphur content is the main barrier. It risks equipment corrosion and compliance liability, frequently causing rejection during procurement.
- Buyer profile: Operators of boilers, kilns, and generators drive this cost-sensitive segment, demanding strong supply consistency but ignoring brand origins.
- Regional variation: High standards exclude this diesel from Western markets. However, acceptance remains strong across Southeast Asia, South Asia, and Africa due to robust industrial demand and flexible emissions enforcement.
Naphtha
- Overall acceptance: Acceptance remains highly variable. A wide gap exists between strict chemical-grade processors and more accessible fuel-grade blending buyers.
- Primary concern: Blending inconsistencies, particularly fluctuations in olefins, aromatics, and chlorine, often force chemical buyers to demand steep price discounts.
- Buyer profile: Petrochemical producers offer high premiums but enforce strict limits. Solvent blenders remain far more accessible but provide limited profitability.
- Regional variation: Mature Western markets increasingly mandate third-party product certifications, traceability, and carbon footprint assessments. Conversely, emerging markets base procurement choices almost entirely on pricing and direct local availability.
Regulatory Hurdles & Compliance Barriers
Pyrolysis oil products face compliance challenges across all major markets. Regulatory frameworks vary widely in maturity, creating significant uncertainty for both cross-border sales and local operations.
Ambiguous Product Classification
Pyrolysis oil fits neither conventional fossil fuel nor renewable energy definitions. This ambiguity complicates customs classification, taxation, sales licensing, and environmental assessments. Companies must negotiate with regulators case-by-case across jurisdictions, which heavily increases compliance costs and operational lead times.
Sulphur Content Barriers in Fuel Standards
Major global economies continue tightening sulphur limits for transportation and industrial fuels. Pyrolysis diesel typically exceeds these ultra-low thresholds by multiple orders of magnitude. Without specialized hydrodesulphurisation treatment, this product lacks any viable, legally compliant sales channels within these premium markets.
Hazardous Goods Transport and Storage
Naphtha’s low flash point classifies it globally as a dangerous good under UN packaging, labelling, and transport regulations. Cross-border shipments add complex compliance layers. Meanwhile, non-standard diesel faces lower transport hurdles, though bulk storage facilities must satisfy strict fire prevention rules.
Renewable Fuel Certification
Frameworks like Europe’s RED III qualify waste-derived oil for lucrative advanced biofuel incentives. However, unlocking these policy premiums demands rigorous feedstock traceability and full lifecycle carbon accounting. Most pyrolysis producers currently lack the comprehensive documentation required to pass these near-term audits.

Conclusion: Refining Depth Determines Product Destiny
Pyrolysis diesel and naphtha reflect divergent pathways, but share one core logic: closer alignment with standard specifications unlocks stronger pricing power. Long-term competitiveness depends on refining depth rather than volume. As global circular economies advance, rising compliance thresholds are squeezing low-end markets. Producers integrating hydrotreating and quality certification will successfully transition from simple waste processors into highly valued, legally recognized recycled oil suppliers.
